高压XLPE绝缘电缆以其优越的电气性能被广泛应用于城市电网输电线路,在各类电力建设项目中用量也在不断增加,其质量可靠性一直是电缆用户关心的问题。对于电缆生产企业,交联是电缆制造的关键工序,且其生产成本较大,所以需做好相关的工艺预防措施。高压XLPE绝缘电缆的交联工艺,根据生产线构造可分为立式交联工艺(VCV)和悬链式交联工艺(CCV ),但是无论哪种工艺方式,硫化和冷却工艺均在封闭式环境中进行。本文将对交联工艺管控核心部分进行介绍。
1 挤出模具检查
交联生产线三层共挤机头结构均采用挤压式模具,熔融的胶料靠压力通过各分流体流道、模具表面、模套实现线芯的成型。对于交联电缆塑料绝缘的三层共挤结构,要求绝缘和屏蔽的各层界面圆滑,以保证良好绝缘电气性能,因此对挤出成型模具有较高要求。
1.1模具端口的检查
模具端口光滑圆整,可避免缺口或伤痕。若模口破损或不光滑,挤出线芯的界面则会出现相应的凸起,如分流绝缘与外屏的公用模模口磨损造成绝缘与外屏界面不良,外屏嵌人绝缘,如图1所示。
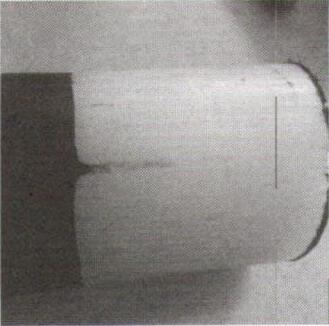
图1绝缘线芯外屏嵌入绝缘
1.2模具表面的检查
模具定径区和表面较高的光洁度,可保证料流流道通畅。模套口不光滑,会直接影响线芯表面外观质量,轻则出现纵向线,严重时会出现结料带出。
1.3模具装配的检查
模具装配间隙小,可避免屏蔽料或绝缘料出现存胶情况。模具装配过程中应着重注意模具与分流体或模具座间的连接配合,配合间隙应不大于0. 05mm。固定在绝缘分流体上的中模与对应模具底座配合间隙大产生存胶,在生产过程中会出现界面不良,如图2所示。

图2绝缘线芯内屏嵌入绝缘
模具是电缆生产挤出的关键成型件,因此应对其足够重视。验收模具时,严格检查模具关键部位的尺寸公差是否匹配设计要求,跟踪验收新制模具的装配实际情况;领用模具前做好检查和使用记录,确认模具工艺尺寸和质量完好;安装、清理模具过程中注意保养维护,避免损伤模具。
2 原材料使用
高压XLPE绝缘电缆电气绝缘性能的保障取决于电缆用绝缘材料的洁净管控,因此在存储、更换和使用绝缘材料时应做好严格的管理和防护工作。
2.1环境要求
生产前不仅要清洁、检查净化室,还要清洁运料小车、手套箱、刀具、盖板等相关工具,同时需提前开启空气净化设备,对温度和湿度进行有效管控和记录,温度控制在15~35℃,湿度控制在50%以下。
2.2换料控制
在生产过程中正常换料时,需及时封闭落料口,以避免外界杂质进入。若前后两个生产批次使用不同型号的原材料,则在中间停车时使用气管将料斗和料管中原有材料颗粒清除干净,以避免原材料污染。
2.3排料检查
每次开机排料时一定要注意排料挤出情况,待料挤出塑化良好(无气孔、无杂质)后再进行下步生产操作,以排除绝缘材料污染、受潮等隐患。
3 机头、挤出机清理
机头和挤出设备的清理决定了电缆绝缘、屏蔽挤出的洁净度。交联生产即将结束时应注意材料用量的控制,在挤出机熔融压力下降后及时加入清洗料,可避免材料浪费,又为后续排清洗料做准备提供方便。
(1)确保清洗料充分从机头排出,冲洗干净附着在机头和分流体表面的胶料。若在实际操作中出现清洗料较长时间未能从机头排出等特殊情况,则应果断断开挤出设备和机头的连接,待清洗料从挤出机排出后再连接机头排料以便后续的清理。
(2)清理机头时,着重清理检查分流体流道、法兰连接处、材料人口处,避免这些清理死角有胶料和其它异物附着。绝缘层中异物在启车后连续挤出但并不能全部排尽,对后续生产带来极大质量隐患。
(3)清理挤出机,抽取螺杆时应特别注意对螺杆的防护,提前安置保护套,在后续吊装作业中避免磕碰,抽取后应使用纱布蘸取酒精清理螺筒内壁、螺纹和根部存胶。
(4)对于出产结束停车后长时间未启用的生产线,再次开车前应重新清理螺杆、机头。
(5)加强清理工作的管理,每次清理操作由专人进行检查确认并作记录,保障生产环节管理可控,生产质量核查有追溯性。
4 滤网检查
滤网用于过滤杂质异物,所以对滤网的管理尤为重要。对使用的滤网应按规格分类放置并加以标识;按工艺规定选取滤网,生产前应对滤网做好检查和质量确认,避免滤网规格领取错误;正常停车后,对每个生产批次留取滤网观察有无滤网破损、杂质等异常情况,若有异常则进行硅油试验,并对启车前的清理工作和原材料情况进行追溯验证和原因分析。
应根据电缆的电压等级要求和挤出设备的实际情况,选用恰当的滤网目数和层数,既保证绝缘线芯品质,又能延长交联生产周期。放置过多或过密的滤网,往往会造成启车熔压过高、生产过程中熔压增长过快等情况,滤网处产生老胶积存,随着生产时间的推移存在滤网破裂风险。
5 温控检查
挤出机和机头等生产设备的加温稳定性决定了交联生产的连续稳定性。在交联生产中,线芯表面出现粒子或疙瘩等外观质量缺陷的频次较高,而这类事故往往与温度异常有直接联系。鉴于此,生产前需重点检查以下项目。
(1)关键物理元件的检查,包含机头连接管加热圈有无松动,热电偶有无坏损(弹簧松动、锁扣坏损、插不到位)。
(2)温度校准检查,用接触式测温计对连接管进行温度校验,检验热电偶是否正常工作。
(3)挤出机各温区和模温机加温稳定性检查,观察温度记录曲线中温度波动是否在设定工艺温度的公差内。
6 管道清理
交联生产过程中会有交联副产物不断生成析出。在封闭的氮气循环环形回路中,副产物分子以液态或其它凝聚态形式冷凝附着在管道壁上,主要积存的位置有副产品分离器的循环管道壁、硫化管加热段管道壁,若不及时清理,副产物油污会附于线芯表面,甚至会烫伤或路伤线芯。
6.1分离系统的清理
因生产线运行时间长,故设备正常排污功能并不能实现所有副产物成功排出,在副产品分离器和与其连接的循环管道会积存大量副产物(特别是在管道拐向处)。副产物的积累会影响氮气循环和副产物分离效率,副产物不能及时排出,会附着到线芯表面,造成表面污渍。针对这类情况,应根据副产物出现频次和生产实际,定期及时清理副产品分离系统,以保证副产品分离器分离副产物的效率。
6.2加热管道的清理
在生产过程中,副产物蒸气会伴随氮气流通附着在管道加热段,特别是上密封下方的连接管内壁。副产物附着在管壁上在生产期间不断累积、冷却固化,一段时间后凝固物便会脱落,造成线芯路伤风险。因此,建议根据清理操作的方便性与可行性,在每个生产批次间隙清理加热管道内壁。
7 结束语
现阶段行业竞争加剧,电缆企业必须依靠自身产品的品质可靠和技术工艺的优化创新以适应市场竞争要求,这也对生产管理和工艺技术人员提出更高要求。生产管理人员应结合生产实际量化检查项目,让操作人员行有所依,并实现对操作执行情况的有效监管;技术人员针对各类质量问题提出工艺预防措施,并转化到规范操作中,做到有效预防。只有不断将持续改善的理念实际应用到生产管控中,才能保障电缆品质,为企业发展带来源源不断的动力。






